|
Thông tin chi tiết sản phẩm:
|
| Điều kiện: | Mới | Tình trạng bột: | 380V/50HZ hoặc tùy chỉnh |
|---|---|---|---|
| Công suất: | 150-220kg/h hoặc Tùy chỉnh | đường kính ống: | 20-110mm hoặc tùy chỉnh |
| vật liệu phù hợp: | HDPE PPR LDPE LLDPE | ||
| Làm nổi bật: | Dây Chuyền Sản Xuất Ống Nhựa PPR 20mm,Dây Chuyền Sản Xuất Ống PPR 110mm,Máy Đùn Ống PPR 110mm |
||
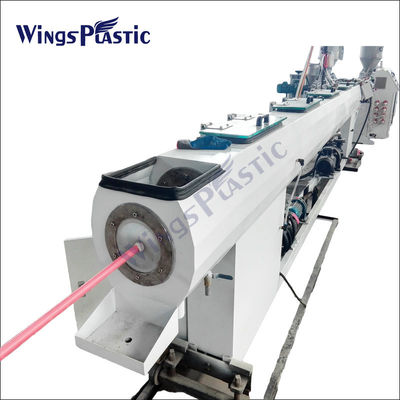
Đường dây sản xuất máy ép ống nhựa PPR
Dòng sản xuất:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
Làm thế nào để giải quyết các vấn đề gặp phải trong quá trình sản xuất ống PPR
1Sự hiện diện của vết bỏng trên bề mặt của ống có thể là do nhiệt độ quá cao trên cơ thể hoặc mũi; Đầu máy và bộ lọc không được làm sạch kỹ lưỡng;Các tạp chất trong vật liệu hạt; Sự ổn định nhiệt kém của nguyên liệu thô hoặc liều lượng ổn định nhiệt không đủ; Thiết bị điều khiển nhiệt độ không hoạt động tốt.
2Các sọc đen trên bề mặt của ống có thể là do nhiệt độ đầu cao và bộ lọc không được làm sạch kỹ lưỡng.
3Sự thiếu bóng trên bề mặt của ống có thể là do nhiệt độ khuôn thấp hoặc cao.
4. Các nếp nhăn trên bề mặt của ống có thể là do nhiệt độ không đồng đều xung quanh khuôn; Nước làm mát quá nóng; Kéo kéo quá chậm.
5. Sự thô lỗ của bức tường bên trong của ống có thể là do nhiệt độ thấp của thanh lõi; Nhiệt độ cơ thể quá thấp; Nhiệt độ vít quá cao.
6. Rạn nứt trên tường bên trong của ống có thể là do tạp chất trong vật liệu; Nhiệt độ của thanh lõi quá thấp; Nhiệt độ cơ thể thấp; Tốc độ kéo quá nhanh.
7Các bức tường bên trong của ống có thể có sự không đồng đều, có thể dẫn đến nhiệt độ vít quá cao; tốc độ vít quá nhanh.
8Có thể có bong bóng trên tường bên trong của ống, có thể đã trở nên ẩm.
9. Độ dày không đồng đều của bức tường ống có thể dẫn đến khuôn miệng và khuôn lõi không được sắp xếp; Nhiệt độ đầu không đồng đều; Kéo kéo không ổn định; Không khí nén không ổn định.
10. Chuỗi uốn cong có thể dẫn đến độ dày tường không đồng đều; nhiệt độ không đồng đều xung quanh đầu máy; rãnh làm mát của đầu máy và trung tâm cắt kéo không được sắp xếp;Các lỗ ở cả hai đầu của rãnh làm mát không đồng tâm.
11Sản phẩm có thể trở nên mỏng do không đủ nhựa hóa cơ thể; Tốc độ vít quá nhanh; Nhiệt độ đầu quá thấp; Độ nhớt nhựa quá cao.
12. Sự co lại dọc hoặc ngang lớn của ống có thể dẫn đến sự khác biệt trong đường kính giữa đường kính của tay áo và đường kính bên trong của die (dọc);Tốc độ kéo quá cao (dài).
13. Thanh thải đột ngột chậm có thể dẫn đến nhiệt độ cao trong phần cho ăn vít; Nước xâm nhập vào thân máy bay; Áp lực của chất nóng chảy trong đầu máy thấp.
![]()

Thông tin cơ bản về máy:
| Kích thước của máy ép | Động cơ chính | Khả năng tối đa | Chiều kính ống |
| 65/33 | 37kw | 150kg/h | 16-63mm |
| 65/33-H | 45kw | 180kg/h | 16-63mm |
| 65/33-H | 55kw | 200kg/h | 20-110mm |
![]()
Người liên hệ: Mr. Wang
Tel: +86 15092066953
Fax: 86--532-87252290


 Vietnamese
Vietnamese